Итак, в чем же состоит принцип плазменного напыления? Во всех устройствах плазменного напыления порошок приобретает температуру и скорость в струе горячего газа, создаваемого плазматроном. В свою очередь, плазматрон или плазменный генератор – это устройство, изобретенное в 1920-х годах, в котором электрическая дуга, горящая между катодом и анодом в ограниченном объеме (сопле), раздувается инертным газом и создает факел высокотемпературного восстановительного пламени.
Чем же так привлекателен этот принцип для решения задач термического напыления? Именно тем, что пламя плазматрона очень горячее и всегда строго восстановительное; присутствие кислорода в плазматроне категорически не допускается из-за быстрого, в противном случае, разрушения материалов электродов (парциальное давление кислорода в плазмообразующих газах определяется их чистотой и должно быть не выше 0,004%). Факел пламени плазматрона, при грамотном его применении, может не только восстановить активную металлическую поверхность из оксидных пленок на напыляемых частицах, но даже и очистить от оксидов саму поверхность субстрата. Подобную возможность предоставляет исключительно метод плазменного напыления.
В отношении плазменного напыления существует, в среде теоретиков и практиков термического напыления, ряд предрассудков, которые, в большинстве случаев, связаны не с процессом как таковым, а с недопониманием сути процесса напыления, недостатками конструкций конкретных устройств и с неправильным их применением. Обсудим эти предрассудки:
1. “Пламя плазмы слишком горячее и пригодно поэтому, только для напыления тугоплавких металлических и оксидных керамических материалов. Слишком высокая температура приводит к испарению части порошка и разрушению карбидов хрома и вольфрама”.
Действительно, температура плазмы может достигать 20.000°C и более, что много выше, чем, например, температура ацетиленокислородного пламени (около 3000°C). Однако, температура пламени имеет очень мало общего с температурой напыляемых частиц. Не углубляясь в физику взаимодействия горячего газа с твердыми частицами, скажем только, что это взаимодействие очень сложное и зависит от большого количества параметров, в числе которых не только температура газа, его скорость, длина факела и размер частиц, но и химические составы газа и частиц. К тому же, решающее значение для передачи тепла от факела к частицам имеет не абсолютная температура пламени, а его светимость. Так, например, более горячее, но почти невидимое водородно-кислородное пламя нагревает частицы гораздо хуже, чем более холодное, но яркое (из-за светящихся нано частиц углерода) ацетилено-кислородное пламя. Светимость факела плазмы зависит от состава плазмообразующего газа, от размера и состава частиц, проходящих сквозь него. Интересно, что во многих случаях эта светимость меньше, чем у ацетиленокислородного пламени и ее приходится увеличивать разными способами, только чтобы придать частицам хотя бы минимальную необходимую температуру. Так как длина пламени газопламенных устройств также часто превышает длину факела плазмы, получается «парадокс»: грубозернистые металлические порошки нагреваются в устройствах порошкового газопламенного напыления сильнее, чем в более мощных и «горячих» устройствах плазменного напыления.
2. “Скорость частиц при плазменном напылении недостаточна для получения плотных покрытий”.
Скорость потока газа и частиц в нем определяется не принципом образования пламени, а исключительно конструкцией устройства. В настоящее время существуют промышленные устройства плазменного напыления с соплом Лаваля, обеспечивающие частицам сверхзвуковую скорость.
3. “Для напыления металлов годятся только дорогостоящие установки вакуумного плазменного напыления, а установки атмосферного плазменного напыления непригодны из-за окисления металлических частиц”.
Подобное утверждение приходится, как ни странно, слышать довольно часто, даже от людей, практически занимающихся плазменным напылением, особенно применительно к покрытиям из MCrAlY для лопаток газовых турбин. На самом же деле, в этом утверждении происходит типичная подмена понятий: чисто металлические покрытия из легкоплавких никелевых сплавов, полученные вакуумным плазменным напылением (VPS), действительно лучше атмосферно напыленных (APS), но не из-за окисления частиц в плазме, а совсем по другой причине, о которой будет рассказано в разделе, посвященном вакуумному плазменному напылению. Окисление же металлических частиц в обоих этих способах происходит одинаково.
Устройства атмосферного плазменного напыления ничем не отличаются от устройств вакуумного плазменного напыления. Разница не в самих устройствах, а в способе организации процесса напыления: атмосферное напыление проводится на воздухе, а при вакуумном напылении и плазматрон, и напыляемая деталь находятся в вакуумной камере под разряжением. Понятно, что атмосферное напыление гораздо доступнее и дешевле вакуумного, к тому же для больших деталей вакуумное напыление становится просто невозможным из-за нереального размера вакуумной камеры. Сами же плазматроны могут использоваться как для атмосферного, так и для вакуумного напыления.
Чтобы понятнее объяснить особенности плазменного напыления, перейдем к рассмотрению разных конструкций, существующих на сегодняшний день.
Установки плазменного напыления
Устройства плазменного напыления отличаются большим разнообразием конструкций. Будем рассматривать их от самых «традиционных» до самых «продвинутых».
Наиболее распространенные устройства, – это устройства с одним катодом и одним анодом, и с вводом порошка снаружи короткого сопла, перпендикулярно к оси пламени.
Принцип действия таких устройств показан на схеме (рисунок 28):
Рис. 28. Принцип плазменного напыления.
Как видно из схемы, короткое сопло плазматрона одновременно является анодом. Порошок вводится снаружи сопла перпендикулярно оси пламени, в непосредственной близости от дуги.
Самое популярное устройство этого типа, – плазматрон 3MB фирмы Sulzer Metco, который, с небольшими модификациями, существует уже больше 40 лет. На рисунке 29 представлены актуальные модели этой серии с максимальной мощностью 40 кВт.
Рис. 29. Плазматрон 3MB.


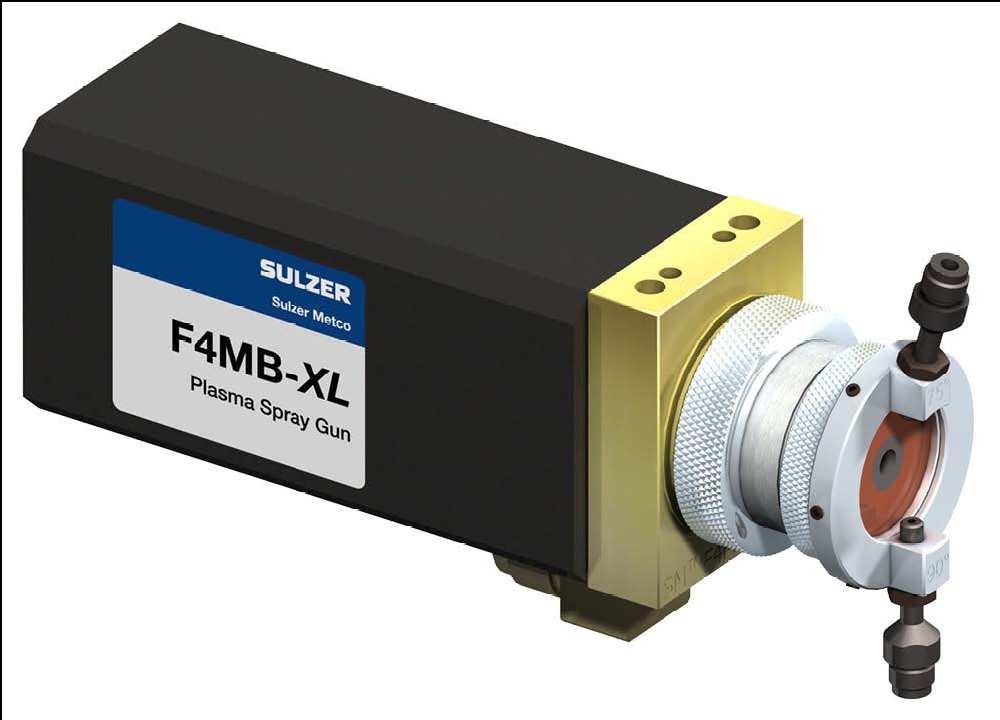
Несколько более новое и мощное (55 кВт) однокатодное устройство, – плазматрон F4, показанный на рисунке 30.
Рис. 30. Плазматрон F4.
Устройство 9MB, – один из самых мощных однокатодных плазматронов традиционного типа (80 кВт при токе 1000 А и напряжении 80 В) производится также фирмой Sulzer Metco (рисунок 31):
Рис. 31. Плазматрон 9MB


Традиционные однокатодные плазматроны других фирм мало отличаются от плазматронов Sulzer Metco: все они работают при относительно малом расходе газов, низком (< 100 В) напряжении и большом (до 1000 А) токе дуги. Ни один из традиционных плазматронов не позволяет достичь частицам скорости звука.
Достоинством плазматронов с небольшим расходом газов является возможность придания частицам очень высокой температуры (> 4000°C) из-за относительно долгого времени их пребывания в горячей зоне пламени рядом с дугой. Столь высокие температуры частиц позволяют расплавить практически любые керамические и металлические материалы.
Развитие техники плазменного напыления в последние двадцать лет идет по пути увеличения скорости частиц. Для придания частицам большей скорости необходимо увеличить давление плазмообразующих газов перед соплом, что автоматически приводит к повышению расхода газов и росту напряжения дуги.
Современное, мощное (до 85 кВт, ток до 379 А, напряжение до 223 В) устройство с одним катодом и анодом – это плазматрон 100HE американской фирмы Progressive Technologies Inc., который, благодаря большому давлению и расходу плазмообразующих газов, позволяет достичь скоростей частиц – близких к скорости звука (рисунок 32):
Рис. 32. Плазматрон 100HE.

Из-за высокой скорости плазмообразующего газа уменьшается время пребывания частиц в горячей зоне пламени и, соответственно, их температура. Для противодействия этому необходимо увеличивать мощность дуги и использовать в плазмообразующем газе большое количество водорода, который, благодаря процессу диссоциации-ассоциации молекул, удлиняет горячую зону пламени. Таким образом, плазматрон 100HE реализует температуру частиц, с размером 20-30 мкм, выше 2300°C при скорости около 250 м/сек, что делает возможным напылять покрытия из Cr 3 C 2 – NiCr, Cr 2 O 3 и Al 2 O 3 с малой пористостью.
Вторым направлением развития, в комбинации с увеличением расхода газов, является деление одной дуги на три части, которое позволяет улучшить стабильность и равномерность факела пламени, уменьшить износ электродов и увеличить суммарную мощность пламени. Типичным примером такого устройства является новейший плазматрон TriplexPro TM -210 фирмы Sulzer Metco с одним анодом и тремя катодами, максимальной мощностью 100 кВт (рисунок 33):
Рис. 33. Плазматрон TriplexPro TM .

1 – задняя часть корпуса; 2 – анодный стек; 3 – передняя часть корпуса; 4 – изолятор; 5 – накидная гайка; 6 – три катода в керамическом блоке; 7 – элемент анодного стека; 8 – канал плазмы; 9 – насадка с тремя порошковыми дюзами.
Технология Triplex от Sulzer Metco вошла в практику термического напыления в 90-х годах. Эти устройство обладают, по сравнению с плазматронами с одной дугой, существенно большим ресурсом и стабильностью результатов напыления. Для многих коммерческих порошков плазматроны Triplex позволяют также улучшить производительность и КПД напыления при сохранении качества покрытия.
Фирмой GTV GmbH выпущено, в обход патента Sulzer Metco на трехкатодные плазматроны, устройство GTV Delta с одним катодом и тремя анодами, которое, в принципе, является ухудшенной компиляцией TriplexPro (рисунок 34):
Рис. 34. Плазматрон GTV Delta.


Последнее, третье направление развития – это отказ от радиального ввода порошка в пользу гораздо более рационального – осевого. Ключевой элемент конструкции плазматрона с осевым вводом порошка – Convergens был изобретен в 1994 году американцем Люсьеном Богданом Дэльча (Delcea, Lucian Bogdan).
В настоящее время существует только одно подобное устройство, – плазматрон Axial III, максимальной мощностью 150 кВт, производства канадской фирмы Mettech, которое объединяет собой все три направления развития (большой расход газов, три дуги и осевой ввод порошка). Установки плазменного напыления с плазматроном Axial III производятся и распространяются также немецкой фирмой Thermico GmbH.
На рисунках 35, 36 и 37 изображено само устройство Axial III и его конструктивная схема:
Рис. 35. Плазматрон Axial III.

Рис. 36. Вид на устройство Axial III со стороны сопла.

 Рис. 37. Принципиальная схема Axial III.
Рис. 37. Принципиальная схема Axial III.
Все современные установки плазменного напыления являются автоматическими, то есть, управление источниками тока, системой водяного охлаждения и расходом газов регулируется системой ЧПУ с визуализацией и сохранением рецептов на компьютере. Так, например, плазматрон Axial III поставляется фирмой Thermico GmbH в комплекте с компьютеризированной системой управления, самостоятельно проводящей зажигание дуг и выход на рабочий режим, выбор рецептов напыления, и осуществляющей контроль всех основных параметров: расхода трех плазмообразующих газов (аргона, азота и водорода), токов дуг, параметров системы водяного охлаждения. Эта же автоматическая система управляет и порошковым питателем.
О порошковом питателе Thermico нужно сказать особо. Это, наиболее «продвинутое» на сегодняшний день в мире устройство позволяет не только постоянно регулировать массовый расход порошка и расход несущего газа (азота или аргона), но и допускает использование тонкозернистых порошков с плохой сыпучестью, непригодных, например, для питателей фирмы Sulzer Metco.
Автор лично, в течение долгого времени работал с плазматроном Axial III и может из своего опыта сказать, что несмотря на некоторые конструктивные недоработки, этот плазматрон представляет собой самое прогрессивное устройство термического напыления, объединяющее достоинства высокоскоростного напыления с высокой температурой строго восстановительного пламени. Главное же достоинство Axial III состоит в осевом вводе порошка.
Достоинства осевого ввода порошка
Осевой ввод порошка – это качественный скачок в технике плазменного напыления. Дело тут не только в том, что при осевом вводе значительно уменьшаются потери порошка, но и в том, что открываются возможности напыления совсем других порошковых материалов, непригодных для радиального ввода. Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Итак, что же происходит при радиальном вводе порошка в струю пламени на выходе из сопла? Перечислим недостатки такого ввода:
- Для радиального ввода пригодны только очень узкофракционные порошки, для которых необходимо точно подбирать давление несущего газа. Что это значит?: При недостаточном давлении несущего газа частицы порошка будут «отскакивать» от струи пламени, при слишком высоком давлении несущего газа они будут «простреливать» это пламя насквозь; если же порошок состоит из частиц разного размера, то подобрать «правильное» давление несущего газа в принципе невозможно: самые мелкие частицы будут всегда «отскакивать», а самые крупные – всегда «простреливать», то есть, ни тех ни других частиц в напыляемом покрытии не будет, а будут только какие-то «средние» частицы. Особенно трудно вводятся мелкозернистые порошки из-за их повышенного рассеяния несущим газом (типичное облако пыли вокруг факела).
- При радиальном вводе порошка нельзя использовать в порошковой смеси не только частицы разных размеров, но и разных плотностей (разных масс) по той же причине: более тяжелые частицы пролетают сквозь пламя легче более легких. Таким образом, попытка использования сложных порошковых смесей приведет к искажению состава покрытия по сравнению с составом порошковой смеси.
- Увеличение скорости плазмообразующих газов усложняет радиальный ввод порошка, так как дополнительно сужаются интервалы необходимых давлений несущего газа и распределения частиц по размерам. На практике это означает следующее: чем выше скорость пламени, тем меньше КПД напыления при радиальном вводе порошка. Ввести же весь порошок в пламя без потерь невозможно ни при каких обстоятельствах.
- Расположение порошковых дюз рядом с горячей зоной пламени вызывает их разогрев, компенсирующийся только охлаждением газом, несущим порошок. Если же скорости охлаждающего газа недостаточно для охлаждения, то частицы порошка могут налипать на края отверстия дюз, образуя натеки. Налипшие куски периодически отрываются от дюзы, попадают в пламя и вызывают характерный дефект – «плевание», приводящий к образованию грубых пористых включений в покрытии. Так как скорость истечения несущего газа строго связана с параметрами пламени (см. пункт 1), то возникает проблема: для некоторых порошков просто не существует параметров, убирающих эффект «плевания», особенно если эти порошки легкоплавкие и/или мелкозернистые.
Переход на осевое введение порошка позволяет полностью избавиться от вышеперечисленных проблем:
- Давление и скорость несущего газа больше не привязаны к параметрам пламени и порошка. Единственное условие, – давление несущего газа должно быть несколько выше давления плазмообразующего газа в сопле в месте ввода порошка. За счет осевого ввода, любой порошок полностью захватывается пламенем.
- Всегда можно подобрать такое давление несущего газа, при котором «плевания», связанного с налипанием порошка на край отверстия порошковой дюзы происходить не будет.
- Возможно использование порошковых смесей любой сложности и фракционного состава. Частицы разных размеров будут приобретать различные скорости и температуры, но все, в итоге, примут участие в образовании покрытия. То, что мелкие частицы при осевом вводе в пламя плазмы становятся значительно горячее крупных, открывает новые возможности для дизайна порошковых смесей. Созданию таких полифракционных композиций посвящена основная часть этой книги.
Автору очень повезло, что в его распоряжении в течение многих лет находился плазматрон Axial III с осевым вводом порошка. Если бы не это, то создание новых многокомпонентных покрытий было бы просто невозможно.
Сводная таблица устройств термического напыления
Для обобщения, прямого сравнения и систематизации всех способов термического напыления сопоставим свойства типичных устройств, а также их примерные цены в одной таблице (таблица 2):
Таблица 2. Сравнение устройств термического напыления .
| Свойства и характеристики | * Способы термического напыления | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Использование порошка или проволоки | проволока | порошок | проволока | порошок | порошок | порошок | проволока | порошок |
| Максимальная скорость напыляемых частиц, м/сек | 100 | 50 | 200 | 800 | 1200 | 1000 | 100 | 400 |
| Максимальная температура напыляемых частиц, °C | 2800 | 2500 | 1700 | 1500 | 600 | 1200 | > 4000 | > 4000 |
| Размер частиц, образующих покрытие, мкм | 0,1 – 1000 | 10 – 150 | 0,1 – 1000 | 10 – 100 | 10 – 100 | 10 – 100 | 0,1 – 1000 | 1 – 50 |
| КПД напыления по напыляемому материалу | — | + | — | +++ | +++ | +++ | — | ++ |
| КПД напыления по расходу | – | +++ | — | — | — | — | ++ | – |
| Минимальная пористость покрытия, об.% | 10-15 | 10-25 | 5-10 | 2-3 | < 1 | < 1 | 5-10 | 0,5-3 |
| Термическая мощность устройств, кВт | 10-30 | 10-50 | 30-100 | 50-250 | 30-85 | < 20 | 20-150 | 25-150 |
| Производительность напыления, кг/час | 2-5 | 5-10 | 2-5 | 5-10 | 10-20 | < 1 | 10-30 | 2-5 |
| Распространенность коммерческих устройств и запчастей на мировом рынке | Много устройств | Много устройств | Мало устройств | Много устройств | Мало устройств | Нет устройств | Много устройств | Много устройств |
| Мобильность устройств | +++ | +++ | – | – | +++ для – для остальных | — | +++ | – для APS |
| Шумность устройств | — | +++ | — | — | — | — | — | — |
| Эмиссия паров и тонкой пыли | — | ++ | — | ++ | +++ | ++ | — | – |
| Цена отдельных устройств, € | 2.000- | 2.000- | 10.000- | 10.000- | 10.000- | нет | 10.000- | 5.000- |
| Цена автоматизированных установок без периферии, € | нет | 30.000- | нет | 100.000- | 100.000- | нет | нет | 100.000- |
| Цена автоматизированных установок с периферией «под ключ»: звукозащитной кабиной, фильтровентиляционной установкой, роботом и т.д., € | нет | 100.000- | нет | 200.000- | 200.000- | нет | нет | 200.000- |
| Сравнительная стоимость эксплуатации с учетом расходных материалов (кроме порошков и проволок), ресурса устройств и запасных частей, | 10-15 | 5-15 | 30-60 | 40-100 | 40-100 | > 100 | 5-30 | 30-150 |
* Нумерация способов:
- Газопламенное напыление проволокой
- Газопламенное напыление порошком
- Сверхзвуковое газопламенное напыление проволокой
- Сверхзвуковое газопламенное напыление порошком (HVOF и HVAF)
- Холодное напыление порошком
- Детонационное напыление порошком
- Электродуговое напыление проволокой
- Плазменное напыление порошком (APS и VPS)
Плазменная наплавка - инновационный метод нанесения на поверхность изношенных изделий специальных покрытий с высоким показателем износостойкости. Она выполняется для восстановления деталей машин и механизмов, а также при их производстве.
1 Плазменная наплавка – общая информация о методике и ее достоинства
Ряд узлов и механизмов разнообразных аппаратов и машин в наши дни функционируют в сложных условиях, требующих от изделий отвечать сразу нескольким требованиям. Зачастую они обязаны выдерживать влияние агрессивных химических сред и повышенных температур, и при этом сохранять свои высокие прочностные характеристики.
Изготовить подобные узлы из какого-либо одного металла или иного материала практически нереально. Да и с финансовой точки зрения столь сложный производственный процесс реализовывать нецелесообразно.
Намного разумнее и выгоднее выпускать такие изделия из одного, максимально прочного, материала, а затем наносить на них те или иные защитные покрытия – износостойкие, жаростойкие, кислотоупорные и так далее.
В качестве такой "защиты" можно использовать неметаллические и металлические покрытия, которые по своему составу отличаются друг от друга. Подобное напыление позволяет придавать изделиям необходимые им диэлектрические, тепловые, физические и иные характеристики. Одним из самых эффективных и при этом универсальных современных способов покрытия материалов защитным слоем признается напыление и наплавка плазменной дугой.
Суть применения плазмы достаточно проста. Для покрытия используется материал в виде проволоки либо гранулированного мелкого порошка, который подается в струю плазмы, где он сначала нагревается, а затем расплавляется. Именно в расплавленном состоянии защитный материал и попадает на деталь, подвергаемую наплавке. В то же самое время происходит и ее непрерывный нагрев.
Достоинства такой технологии таковы:
- плазменный поток позволяет наносить разные по своим параметрам материалы, причем в несколько слоев (за счет этого металл можно обрабатывать разными покрытиями, каждый из которых имеет собственные защитные особенности);
- энергетические свойства плазменной дуги допускается регулировать в широких границах, так как она считается самым гибким источником тепла;
- поток плазмы характеризуется очень высокой температурой, благодаря чему он без труда расплавляет даже те материалы, которые описываются повышенной тугоплавкостью;
- геометрические параметры и форма детали для наплавки не ограничивают технические возможности плазменного способа и не снижают его результативность.
Исходя из этого, можно сделать вывод о том, что ни вакуумный, ни гальванический, ни какой-либо другой вариант напыления не может сравниться по своей эффективности с плазменным. Чаще всего он используется для:

- упрочнения изделий, которые подвергаются постоянным высоким нагрузкам;
- предохранения от износа и ржавления элементов запорно-регулирующей и запорной (напыление металла при помощи плазмы в разы увеличивает их стойкость);
- защиты от негативного влияния высоких температур, вызывающих преждевременный износ изделий, используемых стекольными предприятиями.
2 Технология описываемой наплавки и ее тонкости
Наплавка металла плазмой выполняется по двум технологиям:
- в струю вводят пруток, проволоку либо ленту (они выполняют функцию присадочного материала);
- в струю подают порошковую смесь, которая захватывается и переносится на поверхность наплавляемого изделия газом.

Струя плазмы может иметь разную компоновку. По этому показателю ее разделяют на три вида:
- Закрытая струя. С ее помощью чаще всего выполняют напыление, металлизацию и закалку металла. Дуга в данном случае характеризуется сравнительно небольшой интенсивностью пламенного потока, что обуславливается высоким уровнем отдачи тепла в атмосферу. Анодом при описанной компоновке выступает либо канал горелки, либо ее сопло.
- Открытая струя. При этой компоновке деталь нагревается намного больше, анодом является пруток или непосредственно обрабатываемое изделие. Открытая струя рекомендована для нанесения защитных слоев либо для резки материала.
- Комбинированный вариант. Компоновка, созданная специально для выполнения плазменно-порошковой наплавки. При таком варианте одновременно зажигают две дуги, а анод подключат к соплу горелки и к наплавляемому изделию.

При любой компоновке в качестве газов, которые используются для образования пламени, применяют кислород, аргон, воздух, гелий, водород или азот. Специалисты утверждают, что максимально качественное напыление и наплавку металла обеспечивают гелий и аргон.
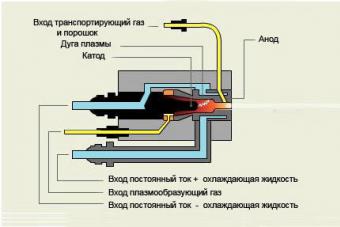
3 Комбинированный плазмотрон для наплавки
Плазменно-порошковая наплавка на большинстве современных предприятий осуществляется именно в комбинированных агрегатах. В них металлический присадочный порошок расплавляется между соплом горелки и электродом из вольфрама. А в то время, когда дуга горит между деталью и электродом, начинается нагрев поверхности наплавляемого изделия. За счет этого происходит качественное и быстрое сплавление основного и присадочного металла.
Комбинированный плазмотрон обеспечивает малое содержание в составе наплавленного основного материала, а также наименьшую глубину его проплавления. Именно данные факты и признаются главным технологическим достоинством наплавки при помощи плазменной струи.

От вредного влияния окружающего воздуха наплавляемая поверхность предохраняется инертным газом. Он поступает в сопло (наружное) установки и надежно защищает дугу, окружая ее. Транспортирующим газом с инертными характеристиками осуществляется и подача порошковой смеси для присадки. Она поступает из специального питателя.
В целом стандартный плазмотрон комбинированного типа действия, в котором производится напыление и наплавка металла, состоит из следующих частей:

- два источника питания (один питает "косвенную" дугу, другой – "прямую");
- питатель для смеси;
- сопротивления (балластные);
- отверстие, куда подается газ;
- сопло;
- осциллятор;
- корпус горелки;
- труба для подачи несущего порошковую композицию газа.
4 Основные особенности наплавки металла по плазменной технологии
Максимальная производительность плазмотрона отмечается тогда, когда применяется проволочная токоведушая присадка. Дуга в данном случае горит между этой проволокой (она является анодом) и катодом агрегата. Описанный метод незначительно проплавляет основной материал. Но он не дает возможности выполнить равномерный и тонкий наплавочный слой.

Если же используется порошок, напыление и наплавка позволяют получать указанный тонкий слой с максимальными показателями износостойкости и жаропрочности. Обычно составляющими порошковой смеси для наплавки являются кобальт и никель. После использования таких порошков поверхность детали нет нужды обрабатывать дополнительно, так как ее защитный слой не имеет никаких дефектов.
Плазменное напыление по сравнению с наплавкой описывается большей скоростью струи плазмы и более плотным тепловым потоком. Обусловлен этот факт тем, что при напылении чаще всего применяются металлы и соединения с высоким уровнем тугоплавкости (бориды, силициды, тантал, карбиды, вольфрам, оксиды циркония, магния и алюминия).

Добавим, что рассмотренный в статье метод наплавки по своим техническим характеристикам (интервал рабочих напряжений и токов, расход инертного газа и так далее) мало чем отличается от . А этот вид выполнения сварочных мероприятий специалисты освоили в наши дни в совершенстве.
Плазменное напыление по сравнению с газопламенным напылением и электродуговой металлизацией имеет ряд преимуществ:
- позволяет наносить покрытия из материалов широкого состава (металлы, сплавы, оксиды, карбиды, нитриды, бориды, пластмассы и их различные композиции) на разнообразный материал основы (металлы, керамика, графит, пластмассы и др.);
- плазмотроны позволяют в широких пределах регулировать энергетические характеристики плазмы, что облегчает получение покрытий со свойствами, обусловленными требованиями технологии;
- использование в плазменных горелках инертных газов и смесей, не содержащих кислорода, способствует уменьшению окисления напыляемого материала и поверхности детали;
- покрытия, полученные плазменным напылением, по физикомеханическим свойствам превосходят покрытия, полученные газопламенным и дуговым способами напыления.
Плазменно-дуговое напыление по виду используемого присадочного материала подразделяется на: напыление порошком и напыление проволокой (рис. 3.12 ).
Технологический процесс
Порошковые распылители в зависимости от свойств и размеров частиц могут осуществлять подачу присадочного материала (рис. 3.13 ):
- непосредственно в плазменную струю на выходе из плазмотрона;
- под углом к соплу плазмотрона, навстречу потоку ионизированного газа;
- внутрь сопла плазмотрона в заанодную зону или в доанодную зону плазменной дуги.
Подача порошка в плазменную струю используется в плазмотронах большой мощности. Такая схема подачи не влияет на формирование потока плазмы, а плазмотроны характеризуются завышенной мощностью, чтобы тепла плазменной струи хватило на нагрев порошка.
Подача порошка в доанодную зону наиболее выгодна с точки зрения теплообмена, но сопряжена с перегревом частиц в сопле и забиванием сопла расплавленными частицами, что приводит к необходимости выдвижения повышенных требований к равномерности подачи порошка.
Эффективность нагрева частиц порошка можно повысить при одних и тех же параметрах режимов путем более равномерного его распределения по сечению горячей зоны плазменной струи. Этому способствуют конструкции плазмотронов, позволяющие вводить порошок в плазменную струю не через одно отверстие, а, например, через три, расположенных под углом 120°. При этом КПД нагрева порошка изменяется от 2 до 30 %.

Рис. 3.12
а - порошком; б - проволокой. 1 - подвод плазмообразующего газа; 2 - катод плазмотрона; 3 - корпус катода; 4 - изолятор; 5 -корпус анода; 6 - порошковый питатель (рис. а) или механизм подачи проволоки (рис. б); 7 - подвод газа, транспортирующего порошок; 8 - плазменная струя; 9 - источник питания.

Рис. 3.13
1 - в плазменную струю; 2 - под углом к плазменной струе; 3 - в сопло.
Применение
Для напыления износостойких покрытий применяют порошки с грануляцией, не превышающей 200 мкм. При этом дисперсность частиц порошка должна находиться в узких пределах с разницей размеров не более 50 мкм. При значительной разнице размеров частиц невозможно обеспечить их равномерный нагрев. Это объясняется тем, что, несмотря на высокую температуру плазменной струи, крупный порошок не успевает расплавиться за короткое время его нахождения в плазменной струе (10 -4 -10 -2 с), мелкий частично испаряется, а основная его масса из-за низкой кинетической энергии оттесняется плазменной струей в сторону, не достигнув ее центральной зоны. При восстановлении деталей напылением порошковыми износостойкими сплавами на никелевой и железной основе наиболее рациональнои является грануляция порошка с размерами частиц 40-100 мкм.
При напылении, как правило, применяют частицы порошка сферической формы, поскольку они обладают наиболее высокой сыпучестью. Оптимальным режимом работы плазмотрона следует считать такой, при котором наибольшее число частиц достигает подложки (основы) детали в расплавленном состоянии. Поэтому для высокоэффективного нагрева и транспортирования частиц порошка необходимо, чтобы конструкция плазмотрона обеспечивала получение плазменной струи достаточной мощности. В настоящее время разработаны установки мощностью до 160-200 кВт, работающие на воздухе, аммиаке, пропане, водороде, в динамическом вакууме, в воде. Применение специальных сопл позволило получить сверхзвуковое истечение струи двухфазного потока, которое, в свою очередь, обеспечило получение плотного покрытия. Плазменная струя вытекает из плазмотрона со скоростью 1000-2000 м/с и сообщает частицам порошка скорость 50-200 м/с.
Увеличение ресурса соплового аппарата (катод-анод) плазменного распылителя повышенной мощности (50-80 кВт) тормозилось из-за низкой эрозионной стойкости медного сопла в зоне анодного пятна. С целью увеличения стойкости сопла были разработаны вольфрамовые вставки, запрессованные в медное сопло таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Выпускаемые в настоящее время промышленностью установки для плазменного напыления комплектуют плазмотронами с потребляемой мощностью 25-30 кВт при силе тока 350-400 А.
С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15-20 А при мощности до 2 кВт.
Эффективность нагрева частиц и скорость их полета зависят от применяемого вида газа: двухатомные газы (азот, водород), а также воздух и их смеси с аргоном повышают указанные параметры.
Технологический процесс восстановления деталей плазменным напылением включает следующие операции: подготовка порошка, поверхности детали, напыление и механическая обработка напыленных покрытий. Подготовке поверхности детали к напылению придается первостепенное значение, поскольку от ее качества в значительной мере зависит прочность сцепления частиц порошка с поверхностью детали. Восстанавливаемую поверхность перед обработкой следует обезжирить. Участки, прилегающие к поверхности, подлежащей напылению, защищают специальным экраном. Напылять покрытия следует сразу после дробеструйной обработки, так как уже через 2 ч ее активность уменьшается из-за увеличения на обработанной поверхности оксидной пленки.
Для повышения прочности сцепления покрытия с основой процесс плазменного напыления проводят с последующим оплавлением. Операция оплавления завершает процесс нанесения покрытия. Оплавление осуществляют тем же плазмотроном, что и напыление, при той же мощности сжатой дуги, с приближением сопла плазмотрона к детали на расстояние 50-70 мм. Сопротивление усталости после оплавления повышается на 20-25 %. Прочность сцепления после оплавления достигает 400 МПа. Зона перемешивания оплавленного и основного металлов составляет 0,01-0,05 мм.

Рис. 3.14
а - пруткового; б - проволочного («проволока-анод»).
Недостатки
Существенным недостатком плазменного нагрева при оплавлении является то, что плазменная струя, обладая высокой температурой и значительной концентрацией энергии, весьма быстро нагревает поверхность покрытия при недостаточном прогреве поверхности детали и тем самым часто приводит к свертыванию оплавляемого покрытия. Кроме того, в результате высокой скорости истечения плазменной струи и значительного давления на напыляемую поверхность также может произойти нарушение слоя покрытия. Плазменное напыление с последующим оплавлением рекомендуется применять для малогабаритных деталей диаметром, не превышающим 50 мм.
При использовании в качестве присадочного материала проволоки возможно применение двух схем подключения плазмотрона: при токоведущем сопле (рис. 3.14, а ) или при токоведущей проволоке (рис. 3.14, б ).
Схема проволочного распыления с токоведущей проволокой - анодом была разработана В. В. Кудиновым в конце 50-х годов прошлого столетия. Тогда удалось получить невиданную производительность - 15 кг/ч вольфрама при мощности 12 кВт. При плазменном напылении наряду с проволокой используют и прутки. Таким образом, чтобы теплота эффективно отводилась медной оболочкой и удалялась охлаждающей водой. Выпускаемые в настоящее время промышленностью установки для плазменного напыления комплектуют плазмотронами с потребляемой мощностью 25-30 кВт при силе тока 350-400 А. С другой стороны, для нанесения покрытий на малые детали (поверхности), например, коронки в стоматологии, бандажные полки лопаток ГТД в авиастроении были разработаны микроплазменные горелки, работающие на токах 15-20 А при мощности до 2 кВт.
Возможно Вас так же заинтересуют следующие статьи:Несущая поверхность детали иногда требует доработки: изменения структуры или свойств механических и физических параметров. Провести такое преобразование можно, используя плазменное напыление. Процесс является одним из видов диффузии, при которой происходит металлизация внешнего слоя изделия. Для осуществления такой обработки применяют специальное оборудование, способное превращать металлические частички в плазму и с высокой точностью переносить ее на объект.
Свойство покрытий, полученных путем , отличается высоким качеством. Они имеют хорошую адгезию к основанию и практически составляют с последним единое целое. Универсальность метода заключается в том, что нанести можно абсолютно любые металлы, а также другие материалы, например полимеры.
Получить напыление способом плазменного переноса частиц можно только в условиях производственных цехов на заводах и фабриках.
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
Методом диффузионной металлизации плазменного типа можно получать слои толщиной от нескольких миллиметров до микрон.
Технология и процесс напыления
При газоплазменном напылении металлов основой рабочей газовой среды являются инертные газы азот или аргон. Дополнительно по необходимости технологического процесса к основным газам может быть добавлен водород. Между катодом, в качестве которого выступает электрод в виде остроконечного стержня внутри горелки, и анодом, коим является подвергаемое водяному охлаждению сопло из меди, в процессе работы возникает дуга. Она прогревает до необходимой температуры рабочий газ, который обретает состояние плазменной струи.
Одновременно в сопло подается металлический материал в виде порошка. Этот металл под воздействием плазмы превращается в субстанцию с высокой способностью к проникновению в поверхностный слой обрабатываемого изделия. Распыляемый под давлением расплавочный материал оседает на основании.
Современные плазменные горелки имеют КПД в пределах 50–70 %. Они позволяют работать с любыми металлами, в том числе и тугоплавкими сплавами. Плазменное напыление – полностью управляемый процесс, позволяющий регулировать скорость подачи плазмы, мощность и форму струи.
В случае восстановления формы детали путем плазменного напыления технологический процесс имеет следующие этапы:
- Подготовка напыляемого материала. Суть процесса заключается в сушке порошка в специальных шкафах при температуре 150–200 градусов по Цельсию. При необходимости порошок также просеивают через сито для получения однородных по размеру гранул.
- Подготовка подложки или основания. На этом этапе с поверхности детали удаляют все посторонние включения. Это могут быть окислы либо различные загрязнения масляными веществами. Для лучшего сцепления основание может быть подвергнуто дополнительному процессу образования шероховатости. Если на изделии имеются участки, которые не следует подвергать напылению, их закрывают специальными экранами.
- и операции по заключительной обработке полученной поверхности.
К подложке напыляемый материал может доходить в твердом состоянии, в пластичной форме либо в жидком виде. Это определяется режимом технологического процесса.
Применяемое оборудование
Стандартный комплект установки плазменного напыления включает в себя:
- Источник электрического питания. Его назначение – питать схему формирования высоковольтного разряда и всех систем.
- Блок формирования разряда. В зависимости от устройства схемы может генерировать искровые разряды, импульсные высокочастотные напряжения либо сплошную электрическую дугу.
- Резервуары хранения газа – это чаще всего обычные газовые баллоны.
- Камеру, где непосредственно происходит напыление. Внутрь такого герметичного резервуара помещают обрабатываемую заготовку и плазмотрон.
- Установку вакуумного типа с насосом. В задачи этого агрегата входит создание требуемого разряжения в камере и образование тягового потока для подачи рабочей среды.
- Плазмотрон – устройство, которое снабжено соплом для подачи рабочей среды и системой приводов для перемещения сопла в пространстве.
- Систему дозирования напыляемого порошка. Служит для точной подачи необходимого количества напыляемого материала в единицу времени.
- Охлаждающую систему. В задачу этого элемента входит отвод лишнего тепла от области сопла, через которое проходит раскаленная плазма.
- Аппаратную часть. Она включает в себя компьютер, который управляет всем процессом плазменного напыления.
- Систему вентиляции. Она служит для отвода отработанных газов из рабочей камеры.
Современные установки диффузионной металлизации имеют специальное программное обеспечение, позволяющее путем введения заданных параметров проводить полностью автономную операцию обработки изделия. В задачи оператора входит установка детали в камеру и задание точных условий проведения процесса.
Уважаемые посетители сайта: специалисты и технологи по плазменному напылению! Поддержите тему статьи в комментариях. Будем благодарны за конструктивные замечания и дополнения, которые расширят обсуждаемый вопрос.
Советуем почитать
 Как правильно уложить пароизоляцию на крышу Как крепить пароизоляцию на крышу
Как правильно уложить пароизоляцию на крышу Как крепить пароизоляцию на крышу Статическая неопределимость Варианты расчетно - проектировочной работы
Статическая неопределимость Варианты расчетно - проектировочной работы Мир современных материалов - принципы работы лазера Лазер обязательно состоит из трех основных компонент
Мир современных материалов - принципы работы лазера Лазер обязательно состоит из трех основных компонент Как устроена и насколько безопасно работает микроволновая печь
Как устроена и насколько безопасно работает микроволновая печь