Допуски метрических резьб с крупными и мелкими шагами для диаметров 1-600 мм регламентированы ГОСТ 16093-2004.
Резьба полностью определяется пятью параметрами: тремя диаметрами, шагом и углом наклона боковых сторон. Однако нормируются допусками лишь средний диаметр (для болта и гайки), наружный диаметр (1 (для наружных резьб - болта) и внутренний диаметр /), (для внутренних резьб - гаек).
Посадки с зазором
Стандарт регламентирует степени точности, определяющие значения допусков диаметров наружной и внутренней резьб (табл. 5.53), а также ряды основных отклонений (верхние для болтов и нижние для гаек) (табл. 5.54).
Основные отклонения, определяющие положение полей допусков относительно номинального профиля, зависят только от шага резьбы (кроме И и Н). Для резьб с данным шагом одноименные отклонения для всех диаметров (наружного, среднего, внутреннего) равны.

Все отклонения и допуски отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы (рис. 5.101). На схемах принято указывать половинные величины, полагая, что вторые половины расположены на диаметрально противоположных профилях.
Величины основных отклонений определяются по формулам:

Второе предельное отклонение определяют по принятой степени точности резьбы (еі = ех - /Ті/; еі = ех - /Ті/,; £5 = £/ + /ТО,; £5 = ЕІ + /ТТЛ). Сочетание основного отклонения, обозначаемое буквой, с допуском по принятой степени точности образует поле допуска.
В табл. 5.55 приведены поля допусков, предусмотренных ГОСТ 16093-81.
Посадки могут быть образованы сочетанием любых полей допусков, приведенных в табл. 5.55. Предпочтительно сочетать поля допусков одного класса точности.

Рис. 5.101.

Длины свинчивании. Для выбора степени точности в зависимости от длины свинчивания резьбы установлены три группы длин свинчивания: 5-малые (меньше 2,24Л/0-2), Л^- нормальные (2,24Л/02 < Ы< 6,74Л/Л2) и ^-большие (больше 6,74А/а2) УиР-в мм). Длина свинчивания зависит от шага и диаметра резьбы.
Классы точности резьбы. Понятие о классах точности условное. На чертежах указываются только поля допусков, а классы точности используются для сравнительной оценки точности резьбы. Точный класс рекомендуют для ответственных статически нагруженных резьбовых соединений; средний класс - для резьб общего применения и грубый класс - при нарезании резьб на горячекатанных заготовках, в длинных глухих отверстиях и т. п.
Допуски резьбы. Оспошым рядом допусков для всех диаметров принят ряд по 6-й степени точности. Допуски диаметров резьбы для 6-й степени точности при нормальной длине свинчивания определяют по формулам:
Для среднего диаметра резьбы болта -
![]()
Для наружного диаметра болта
![]()
Для внутреннего диаметра гайки

Для среднего диаметра гайки
![]()
где /° берется в мм; й - среднее геометрическое крайних значений интервала номинальных диаметров; Г - в мкм.
Допуски остальных степеней точности определяют умножением допуска 6-й степени точности на следующие коэффициенты:
|
Степень точности |
|||||||
|
Коэффициент |
Допуски на внутренний диаметр
Посадки с натягом
Посадки с натягом по среднему диаметру используют в тех случаях, когда конструкция узла не допускает применения резьбового соединения типа болт-гайка из-за возможного самоотвинчивания в процессе работы под действием внешних факторов (вибраций, температур и т. п.).
Расположение полей допусков на диаметр резьбы с натягом показано на рис. 5.102.
Посадки с натягом предусмотрены только в системе отверстия.
Допуск среднего диаметра резьбы деталей, сортируемых на группы, является допуском на собственно средний диаметр (в отличие от резьб с зазором, где допуск на средний диаметр является суммарным), а не сортируемых на группы - суммарным.

Рис. 5.102.
Допуски на внутренний диаметр наружной резьбы не устанавливают. Он ограничен предельными отклонениями формы впадин резьбы.
Для образования полей допусков используются основные отклонения и степени точности. В резьбах с натягом установлены следующие основные отклонения, зависящие от шага резьбы и степени точности диаметров (табл. 5.56).

Поля допусков посадок с натягом приведены в табл. 5.57.
Для резьб с натягом устанавливаются также допустимые отклонения формы наружной и внутренней резьб, которые определяются разностью между наибольшим и наименьшим действительными значениями среднего диаметра. Их величина не должна превышать 25 % от допуска среднего диаметра.
Стандартом установлены также отклонения шага и угла наклона боковой стороны профиля, которые относятся к стандартным длинам свинчивания (табл. 5.58).
Отклонения формы резьбы, отклонения шага и угла наклона не подлежат обязательному контролю, если это особо не оговорено.
Переходные посадки
Допуски метрической резьбы для переходных посадок установлены для стальных деталей с наружной резьбой диаметрами от 5 до 45 мм, сопрягаемых с внутренней резьбой в деталях из стали при длине свинчивания / = (I...1,25)4 чугуна при / = (1,25...1,5)


Поля допусков и их сочетания для получения переходных посадок приведены в табл. 5.59, а схема расположения полей допусков на рис. 5.103.

Переходные посадки применяют при одновременном заклинивании резьбы (наиболее распространенный способ заклинивания - затяг резьбового стержня с упором в сбег резьбы в деталях с внутренней резьбой). Во избежание деформации резьбы в отверстии предусматривают коническую зенковку.
Числовые значения основных отклонений среднего диаметра наружной резьбы рассчитываются по формулам:

В формулы значение Р подставляется в мм, а значение е/ получается в мкм.

Рис. 5.103.
Расчетные значения округляются до ближайших предпочтительных чисел ряда Да40.
Допуски средних диаметров наружной и внутренней резьбы определяются по формулам:
где а1 - среднее геометрическое отдельных значений интервалов номинальных диаметров резьбы по ГОСТ 16093-2004 в мм, Р - в мм, Т - в мкм.
Для резьб в переходных посадках, как и в посадках с натягом, установлены допустимые отклонения формы наружной и внутренней резьб, определяемые разностью между наибольшим и наименьшим действительными значениями среднего диаметра. Они не должны превышать 25 % от допуска среднего диаметра. Стандартом установлены также отклонения шага и утла наклона боковой стороны профиля, которые относятся к стандартным длинам свинчивания (см. табл. 5.58).Отклонения формы резьбы, отклонения шага и утла наклона не подлежат обязательному контролю, если это особо не оговорено.
Посадки резьбовых соединений бывают с зазором , с натягом и переходные . Обратите внимание, у цилиндрических соединений также бывают посадки с зазором, с натягом и переходные.
Для образования соответствующей посадки стандартом установлены следующие поля допусков, которые приведены в таблицах 42, 43 и 44. В этих же таблицах изложены особенности и области применения этих посадок.
Номинальный профиль резьбы - профиль наружной и внутренней резьбы, который определен номинальными размерами его линейный и угловых элементов и к которому относятся номинальные размеры наружного, среднего и внутреннего диаметров резьбы.
Основные средства контроля резьбовых изделий
Резьбовые изделия контролируются в основном с помощью предельных калибров (комплексный метод). В комплект для контроля цилиндрических резьб входят рабочие проходные и непроходные предельные калибры. Проходные резьбовые калибры должны свинчиваться с резьбовым изделием (табл. 41). Они контролируют приведенный средний и наружный (у гаек) или внутренний (у болтов) диаметры резьбы. Непроходные резьбовые калибры контролируют собственно средний диаметр.
Поэлементный контроль резьбовых изделий (дифференцированный метод) используют главным образом для точных резьб: калибров-пробок, резьбообразующего инструмента и т. д. При этом отдельно проверяют собственно средний диаметр, шаг и половину угла профиля α, используя универсальные и специализированные приборы. Например, средний диаметр измеряют на универсальном и инструментальном микроскопах, методом трех или двух проволочек на контактных приборах, резьбовым микрометром.
Шаг резьбы и половину угла профиля измеряют на микроскопах, проекторах и т. д.
Обозначения резьбы
(расшифровка условного обозначения резьбы)
Специалист, расшифровывая условное обозначение резьбы, может получит практически все параметры резьбы или резьбового соединения. В данном разделе приводятся примеры расшифровки условного обозначения конкретных примеров резьбы и резьбовых соединений.
1. Резьба М12-6 g . Резьба метрическая, так как впереди стоит буква М. Резьба наружная, так как основное отклонение в указано строчкой латинской буквой. Номинальный (наружный) диаметр d =12 мм . Резьба с крупным шагом, так как в условном обозначении шаг резьбы не указан. Резьба однозаходная так как в условном обозначении число заходов не указан. Резьба правого вращения, так как в условном обозначении не указан знак LH . Резьба имеет нормальную длину свинчивания, так как в условном обозначении не указана длина свинчивания резьбы. Резьба изготовлена для образования посадки с зазором, так как основное отклонение g служит для образования посадки с зазором (табл. 41).
Поле допуска, среднего диаметра – Т d 2 и наружного диаметра Т d одинаковы и составляют 6 g . Дело в том, если поле допуска среднего и наружного диаметров одинаковы, то в условном обозначении поле допуска указывается один раз. Допуски среднего и наружного диаметров назначены по 7-ой степени точности.
2. Резьба М12-6Н. Номинальный (наружный) диаметр резьбы D =12 мм. Резьба внутренняя, так как, основное отклонение Н указано заглавной латинской буквой. Обратите внимание, по основному отклонению Н не возможно определить, для образования какой посадки изготовлена резьба, так как основное отклонение Н используется при образовании и посадок с зазором, с натягом и переходных. Если бы были основные отклонения G и D , то сразу было бы понятно, что резьба изготовлена для образования посадки с зазором. Так как эти отклонения предназначены для образования именно посадки с зазором.
Поле допуска среднего - Т D 2 и наружного - Т D диаметров одинаковы и составляют 6Н . Дело в том, если поле допуска среднего и наружного диаметров одинаковы, то в условном обозначении поле допуска указывается один раз. Допуски среднего и наружного диаметров назначены по 6-ой степени точности. Остальные параметры такие же, как и в первом варианте.
3. Резьба М12 - 7 g 6 g . Резьба наружная. 7 g - поле допуска среднего диаметра, 6g - поле допуска наружного диаметра. Дело в том, если поле допуска среднего и наружного диаметров резьбы разные, то каждое поле допуска в условном обозначении показывается по отдельности.
4. Резьба M 12 - 5 H 6 H . Резьба внутренняя. 5 H - поле допуска среднего диаметра, 6H - поле допуска наружного диаметра.
5. Резьба M 12 x 1 - 6 g . Резьба наружная с мелким шагом, Р = 1 мм.
6. Резьба M 12 x 1 - 6 H . Резьба внутренняя с мелким шагом, Р = 1 мм.
7. Резьба М12х1 LH - 6 g . Резьба наружная с мелким шагом, левая, так как в условном обозначении указаны шаг резьбы 1 мм и знак LH .
8. Резьба М12 x 1 LH - 6 g . Резьба внутренняя с мелким шагом, левая, так как в условном обозначении указаны шаг резьбы 1 мм и знак LH.
9. Резьба M 12 - 7 g 6 g - 30. Резьба метрическая, наружная, с длиной свинчивания, отличающейся от номинальной. Так как в условном обозначении резьбы указана длина свинчивания равная 30 мм.
Посадка в резьбовом соединении обозначается дробью, в числителе которой указывается обозначение поля допуска внутренней резьбы, а в знаменателе поле допуска наружной резьбы. Обратите внимание, посадка гладкого цилиндрического соединения обозначается также аналогично.
1.М12 - 6 H /6 g . Условное обозначение посадки резьбового соединения с зазором, с крупным шагом, так как шаг резьбы не указан.
2. М12х1 - 6 H /6 g . Условное обозначение резьбового соединения с зазором, с мелким шагом, так как указан шаг резьбы равный 1 мм.
3. М12х1 LH - 6 H /6 g . Условное обозначение резьбового соединения с зазором с мелким шагом и левого вращения, так как указан знак LH.
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
В бывшем СССР стандартизованы посадки с зазором (ГОСТ 16093-81), переходные (ГОСТ 24834-81) и с натягом (ГОСТ 4608-81).
Наиболее распространена посадка с зазором, при которой номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на (рис. 1). Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Рис. 1 - Схемы расположения полей допусков для посадок с зазором наружной (вверху) и внутренней (внизу) метрической резьбы с основными отклонениями d, e, f, g, (а); h (б); E, F, G, (в); H (г)Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Приняты следующие степени точности для диаметров болта и гайки: d =4, 6, 8; d 2 — 4, 6, 7, 8; D 1 — 5, 6, 7; D 2 — 4, 5, 6, 7. Допуски диаметров d 1 и D — не устанавливаются.
Установлены ряды основных отклонений - верхних es для наружной резьбы (болтов) и нижних EI для внутренней резьбы (гаек), которые определяют расположение полей допусков диаметров резьбы относительно номинального профиля.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит еще и от номинального диаметра резьбы). Стандартом регламентированы допуски среднего диаметра T d 2 , T D 2 , наружной и внутренней резьб , наружного диаметра T d наружной резьбы и внутреннего диаметра T D 2 , внутренней резьбы (см. рис. 2).
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D 1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя обозначение поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска наружного диаметра для болтов (внутреннего диаметра для гаек).
Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то его в обозначении поля допуска резьбы не повторяют.
Примеры обозначения полей допусков
резьбы с крупным шагом
:
- болт М10 - 6g;
- гайка М10 - 6Н;
- болт М10 X 1 - 6g;
- гайка М10 X 1 - 6Н.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе - обозначение поля допуска болта. Например: М10 - 6H/6g и М10×1 - 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком ∗ отмечены поля допусков предпочтительного применения):
Согласно ГОСТ 16093-81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках - за счет применения дополнительных элементов заклинивания: конического сбега, плоского бурта или цилиндрической цапфы.
Схема расположения полей допусков для посадок с натягом показана на (рис. 2, а). По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
 Рис. 2 - Схемы расположения полей допусков диаметров (а) и среднего диаметра (б) резьбы с натягом
Рис. 2 - Схемы расположения полей допусков диаметров (а) и среднего диаметра (б) резьбы с натягом
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я - для шпилек, 2-я - для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На (рис. 2, б) в качестве примера показаны схемы расположения полей допусков среднего диаметра резьбы М14×1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами Ⅰ, Ⅱ, Ⅲ.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. (ГОСТ 4608-81).
Класс точности резьб
Согласно ГОСТу 9253-59 для всех метрических резьб установлены три класса точности, и как исключение 2а (только для резьбы с мелким шагом).
Наиболее точная резьба 1-го класса. В тракторах и автомобилях применяются резьбы 2 и 3-го классов. На чертежах класс резьбы проставляется после шага. Например: М10х1 – кл. 3; М18 – кл. 2, что означает: резьба метрическая 10, шаг 1, класс точности резьбы – 3; резьба метрическая 18 (крупная), класс точности резьбы – 2-й.
По отмеченным стандартам метрической резьбы для мелких резьб были установлены шесть степеней точности, которые обозначаются буквами:
с; d; e; f; h; k – для наружных резьб;
C;D; E; F; H; K – для внутренних резьб.
Степени точности с; d (C; D) примерно соответствуют 1 классу; e; f (E; F) – 2 классу; h; k (H; K) – 3 классу.
Для трубной цилиндрической резьбы установлены 2 класса точности 2 и 3-й. Отклонения размеров трубной цилиндрической резьбы даны в ГОСТе 6357 – 52.
Для дюймовой резьбы с углом профиля 55 также установлены два класса точности: 2 и 3-й (ОСТ/НКТП 1261 и 1262).
Измерение классов точности резьбы производится предельными резьбовыми калибрами, имеющими две стороны:
Проходную (обозначается «ПР»);
Непроходную (обозначается «НЕ»).
Проходная сторона для всех классов точности резьбы одинакова. Непроходная сторона соответствует определённому классу точности резьбы, о чём имеется соответствующее клеймо на торце калибра.
Степени точности диаметров резьб гост 16093-81
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Болт |
наружный d | |
|
средний d 2 |
3, 4. 5, 6, 7, 8, 9, 10 |
|
|
Гайка |
средний D 2 |
4, 5, 6, 7, 8, 9* |
|
внутренний D 1 | ||
|
* Только для резьб на деталях из пластмасс |
||
Длины свинчивания по ГОСТ 16093-81
|
резьбы Р, мм |
Номинальный диаметр резьбы d по ГОСТ 8724-81, мм |
ДЛИНА СВИНЧИВАНИЯ, мм |
||
|
(малые) |
(нормальные) |
(большие) |
||
|
Св. 2,8 до 5,6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 |
Св. 1,5 до 4,5 Св. 1,6 до 4,7 Св. 1,8 до 5,5 | |||
|
Св. 2,8 до 5,6 Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 |
Св. 2,2 до 6,7 Св. 2,4 до 7,1 Св. 2,8 до 8,3 Св. 3,1 до 9,5 | |||
|
Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
Св. 3,0 до 9,0 Св. 3.8 до 11,0 Св. 4,0 до 12,0 Св. 4,8 до 14,0 | |||
|
Св. 5,6 до 11,2 Св. 11,2 до 22,4 |
Св. 4,0 до 12,0 Св. 4,5 до 13,0 | |||
|
Св. 5,6 до 11,2 Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
Св. 5,0 до 15,0 Св. 5,6 до 16,0 Св. 6,3 до 19,0 Св. 7,5 до 22,0 | |||
|
Св. 11,2 до 22,4 |
Св. 6,0 до 18,0 | |||
|
Св. 11,2 до 22,4 Св. 22,4 до 45,0 Св. 45,0 до 90,0 |
Св. 8,0 до 24,0 Св. 8,5 до 25,0 Св. 9,5 до 28,0 | |||
|
Св. 11,2 до 22,4 |
Св. 10,0 до 30,0 | |||
|
Св. 22,4 до 45,0 Св. 45,0 до 90,0 Св. 90,0 до 180,0 Св. 180 до 355,0 |
Св. 12,0 до 36,0 Св. 15,0 до 45,0 Св. 18,0 до 53,0 Св. 20,0 до 60,0 | |||
Понятие о приведенном среднем диаметре резьбы
Приведенным средним диаметром резьбы называется средний диаметр воображаемой идеальной резьбы , которая имеет те же шаг и угол наклона боковых сторон, что и основной или номинальный профиль резьбы, и длину, равную заданной длине свинчивания, и которая плотно (без взаимного смещения или натяга) соприкасается с реальной резьбой по боковым сторонам резьбы.
Коротко говоря, приведенный средний диаметр резьбы - это средний диаметр идеального резьбового элемента, который соединяется с реальной резьбой. Когда говорят о приведенном среднем диаметре резьбы, не надо представлять себе его как расстояние между двумя точками. Это диаметр условной идеальной резьбы, которой нет в действительности как материального объекта и которая могла бы свернуться с реальным резьбовым элементом при всех погрешностях его параметров. Этот средний диаметр невозможно измерить непосредственно. Его можно проконтролировать, т.е. узнать, находится ли он в допускаемых пределах. А для того чтобы узнать числовое значение приведенного среднего диаметра, необходимо отдельно измерить значения параметров резьбы, препятствующие свинчиванию и рассчитать этот диаметр.
При изготовлении резьбы отклонения отдельных элементов резьбы зависят от погрешностей отдельных составляющих технологического Щроцесса. Так, погрешность шага резьбы, обработанной на резьбообра-батывающих станках, в основном, зависит от погрешности шага ходового винта станка, угол профиля - от неточности заправки угла инструмента и его установки относительно оси резьбы.
Необходимо помнить, что резьбовые поверхности болта и гайки никогда не соприкасаются по всей винтовой поверхности, а касаются только на отдельных участках. Основное требование, например, для крепежной резьбы заключается в том, чтобы было обеспечено свинчивание болта и гайки - в этом их основное служебное назначение. Поэтому и представляется возможным изменять средний диаметр у болта или гайки и добиваться свинчивания при ошибках шага и профиля, при этом контакт резьбы будет, но не по всей поверхности. По некоторым профилям (при ошибке шага) или на отдельных участках профиля (при ошибках профиля) в результате компенсации этих ошибок изменением среднего диаметра, будет зазор в нескольких местах сопряжения. Часто в контакте по резьбовым элементам находятся лишь 2 - 3 витка.
Компенсация ошибок шага 5Р. Погрешность шага у резьбы, обычно, «внутришаговой», и прогрессирующая погрешность, иногда называемая «растяжкой» шага. Компенсация погрешности осуществляется для прогрессирующей погрешности. Два осевых сечения болта и гайки наложены друг на друга. У этих резьбовых элементов на длине свинчивания не равны значения шагов, а следовательно, не может произойти свинчивание, хотя значение среднего диаметра у них одинаково. Для того чтобы обеспечить свинчивание, необходимо удалить часть материала (на рисунке заштрихованные участки), т.е. увеличить средний диаметр у гайки или уменьшить средний диаметр у болта. После этого свинчивание произойдет, хотя контакт будет происходить только на крайних профилях.
Таким образом, если имеется погрешность шага в 10 мкм, то для ее компенсации следует уменьшить средний диаметр у болта или увеличить средний диаметр у гайки на 17,32 мкм и тогда произойдет компенсация ошибок шага и будет обеспечено свинчивание резьбовых элементов деталей.
Компенсация погрешности угла профиля Sa/l. Погрешность угла профиля или угла наклона боковой стороны возникает, обычно, от погрешности профиля режущего инструмента или погрешности его установки на станке относительно оси заготовки. Компенсация погрешности профиля резьбы производится также изменением значения среднего диаметра, т.е. увеличением среднего диаметра у гайки или уменьшением среднего диаметра у болта. Если удалить часть материала, где профили перекрывают друг друга (увеличить средний диаметр гайки или уменьшить средний диаметр болта), то свинчивание произойдет, но контакт будет происходить на ограниченном участке боковой стороны профиля. Такого контакта достаточно для того, чтобы произошло свинчивание, т.е. скрепление двух деталей.Таким образом, требование к точности резьбы в отношении среднего диаметра нормируется суммарным допуском, который ограничивает как приведенный средний диаметр (диаметр идеальной резьбы, обеспечивающей свинчивание), так и средний диаметр резьбы (собственно средний диаметр). В стандарте только упоминается, что допуск на средний диаметр является суммарным, но нет расшифровки этого понятия. Для этого допуска можно дать следующие дополнительные толкования.
1. Для внутренней резьбы (гайки) приведенный средний диаметр не Должен быть меньше, чем размер, соответствующий пределу максимума материала (часто говорят - проходному пределу), а наибольший средний диаметр (собственно средний диаметр) не должен быть больше предела минимума материала (часто говорят - непроходной предел).Значение приведенного среднего диаметра для внутренней резьбы определяют по формуле.
2. Для наружной резьбы (болта) приведенный средний диаметр не должен быть больше предела максимума материала по среднему диаметру, а наименьший собственно средний диаметр в любом месте должен быть меньше, чем предел минимума материала.
Понятие идеальной резьбы, соприкасающейся с реальной, можно представить себе по аналогии с понятием о прилегающей поверхности и, в частности, прилегающего цилиндра, которые рассматривались при нормировании точности отклонений формы. Идеальную резьбу в исходном положении можно представить себе как резьбу соосную реальной резьбе, но для болта значительно больше по диаметру. Если теперь идеальная резьба будет постепенно сжиматься (уменьшаться средний диаметр) до плотного соприкосновения с реальной резьбой, тогда средний диаметр идеальной резьбы и будет приведенным средним диаметром реальной резьбы.
Допуски, которые даются в стандарте на средний диаметр болта (Tch) и гайки (TD2), фактически включают в себя допуски на собственно средний диаметр (Tch), (TD2) и значение возможной компенсации f P + fa, т.е. Td 2 (TD 2) = TdifJVi + f P + fa.
Надо отметить, что при нормировании этого параметра надо понимать, что допуск на средний диаметр должен также учитывать и допускаемые отклонения шага и угла профиля. Возможно, что в дальнейшем этот комплексный допуск получит другое обозначение, а может быть новое название, что позволит отличать этот допуск от допуска только на средний диаметр.
При изготовлении резьбы технологу можно распределить суммарный допуск между тремя параметрами резьбы - средним диаметром, шагом, углом профиля. Часто допуск делят на три равные части, но при наличии запаса по точности у станков можно задать меньшие допуски на шаг и большие на угол и средний диаметр и т.д.
Измерять непосредственно приведенный средний диаметр нельзя, поскольку, как диаметр, т.е. расстояние между двумя точками, он не существует, а представляет собой как бы условный, действующий диаметр сопряженных резьбовых поверхностей. Поэтому для определения 198 значения приведенного среднего диаметра резьбы необходимо измерять отдельно средний диаметр, измерять отдельно шаг и половину угла профиля, по погрешностям этих элементов рассчитать диаметральные компенсации и потом расчетом определить значение приведенного среднего диаметра резьбы. Значение этого среднего диаметра и должно находиться в пределах допуска, установленного в стандарте.
Система допусков и посадок метрических резьб с зазором.
Наиболее распространенной, получившей наиболее широкое применение, является метрическая резьба с зазором для диапазона диаметров от 1 до 600 мм, система допусков и посадок которой представлена в ГОСТ 16093-81.
Основы этой системы допусков и посадок, включающие степени точности, классы точности резьб нормирование длин свинчивания, методики расчета допусков отдельных параметров резьбы, обозначение точности и посадок метрических резьб на чертежах, контроль метрических резьб и другие вопросы системы являются общими для всех разновидностей метрических резьб, хотя каждая из них имеет и свои особенности, иногда существенные, которые получили отражение в соответствующих ГОСТах.
Степени точности и классы точности резьбы. Метрическая резьба определяется пятью параметрами: средним, наружным и внутренним диаметрами, шагом и углом профиля резьбы.
Допуски назначаются только для двух параметров наружной резьбы (болта); среднего и наружного диаметров и для двух параметров внутренней резьбы (гайки); среднего и внутреннего диаметров. Для этих параметров для метрической резьбы установлены степени точности 3... 10.
В соответствии со сложившейся практикой степени точности сгруппированы в 3 класса точности: точный, средний и грубый. Понятие класса точности условное. При отнесении степеней точности к классу точности учитывают длину свинчивания, так как при изготовлении трудность обеспечения заданной точности резьбы зависит от имеющейся у нее длины свинчивания. Установлены три группы длин свинчивания: S - короткие, N - нормальные и L - длинные.
При одном и том же классе точности допуск среднего диаметра при длине свинчивания L должен быть увеличен, а при длине свинчивания S - уменьшен на одну степень по сравнению с допуском, установленным для длины свинчивания N.
Приближенное соответствие классов точности и степеней точности следующее: - точный класс соответствует 3-5-й степеням точности; - средний класс соответствует 5-7-й степеням точности; - грубый класс соответствует 7-9-й степеням точности.
Исходной степенью точности для расчета числовых значений допусков диаметров наружной и внутренней резьбы была принята 6-я степень точности при нормальной длине свинчивания.
Наиболее широко в машиностроении применяются цилиндрические зубчатые передачи. Термины, определения и обозначения цилиндрических зубчатых колес и передач регламентирует ГОСТ 16531-83. Цилиндрические зубчатые передачи по форме и расположению зубьев зубчатых колес разделяются на следующие виды: реечные, прямозубые, косозубые, шевронные, эвольвентные, циклоидные и др. В промышленности все шире начинают применять передачи Новикова, обладающие высокой несущей способностью. Профиль зубьев колес этих передач очерчен дугами окружностей.
По эксплуатационному назначению можно выделить четыре основные группы цилиндрических зубчатых передач: отсчетные, скоростные, силовые и общего назначения.
К отсчетным относят зубчатые передачи измерительных приборов, делительных механизмов металлорежущих станков и делительных машин, следящих систем и т. п. В большинстве случаев колеса этих передач имеют малый модуль (до 1 мм), небольшую длину зуба и работают при малых нагрузках и скоростях. Основное эксплуатационное требование, предъявляемое к этим передачам - высокая точность и согласованность углов поворота ведомого и ведущего колес, т.е. высокая кинематическая точность. Для реверсивных отсчетных передач весьма существенное значение имеет боковой зазор в передаче и колебание этого зазора.
К скоростным относят зубчатые передачи турбинных редукторов, двигателей турбовинтовых самолетов, кинематических цепей различных коробок передач и др. Окружные скорости зубчатых колес таких передач достигают 90 м/с при сравнительно большой передаваемой мощности. В этих условиях главное требование к зубчатой передаче - плавность работы, т.е. бесшумность, отсутствие вибраций и циклических погрешностей, многократно повторяющихся за оборот колеса. С увеличением частоты вращения требования к плавности работы повышаются. Для тяжелонагру-женных скоростных передач имеет значение также полнота контакта зубьев. Колеса таких передач обычно имеют средние модули (от 1 до 10 мм).
К силовым относятся зубчатые передачи, передающие значительные крутящие моменты при малой частоте вращения. Это зубчатые передачи шестеренных клетей прокатных станов, механических вальцов, подъемно-транспортных механизмов, редукторы, коробки передач, задние мосты и т.д. Основное требование к ним - полнота контакта зубьев. Колеса для таких передач изготавливают с большим модулем (свыше 10 мм) и большой длиной зуба.
Отдельную группу образуют передачи общего назначения, к которым не предъявляют повышенные эксплуатационные требования по кинематической точности, плавности работы и контакту зубьев (например, буксировочные лебедки, неответственные колеса сельскохозяйственных машин и др.).
Погрешности, возникающие при нарезании зубчатых колес, можно свести к четырем видам: тангенциальные, радиальные, осевые погрешности обработки и погрешности производящей поверхности инструмента. Совместное проявление этих погрешностей при зубообработке вызывает неточности размеров, формы и расположения зубьев обрабатываемых зубчатых колес. При последующей работе зубчатого колеса в качестве элемента передачи эти неточности приводят к неравномерности его вращения, неполному прилеганию поверхностей зубьев, неравномерному распределению боковых зазоров, что вызывает дополнительные динамические нагрузки, нагрев, вибрации и шум в передаче.
Для обеспечения требуемого качества передачи необходимо ограничить, т.е. пронормировать погрешности изготовления и сборки зубчатых колес. С этой целью были созданы системы допусков, регламентирующие не только точность отдельного колеса, но и точность зубчатых передач исходя из их служебного назначения.
Системы допусков для различных видов зубчатых передач (цилиндрические, конические, червячные, реечные) имеют много общего, но есть и особенности, которые отражены в соответствующих стандартах. Наиболее распространенными являются цилиндрические зубчатые передачи, система допусков которых представлена в ГОСТ 1643-81.
и переходными посадками
Посадки с натягом для метрической резьбы назначаются по ГОСТ 4608, апереходные посадки – по ГОСТ 24834. Применяют эти виды посадок для резьбовых шпилек, которые ввинчиваются в корпус. Номинальные диаметры шпилек, ряды предпочтительности и шаги даны в таблица 6.9. Переходные посадки обеспечивают полную взаимозаменяемость и облегчают процесс сборки. Однако они требуют дополнительного элемента заклинивания (контакт по коническому сбегу резьбы; упор в плоский бурт шпильки; упор цилиндрической цапфы шпильки в дно гнезда) (таблица 6.10). Соединения с натягом не обеспечивают полной взаимозаменяемости. Требуется 100%-ный контроль среднего диаметра и рассортировка на группы. Число сортировочных групп (2 или 3) указывается после обозначения степени точности в скобках. Натяги образуются только по среднему диаметру, по наружному и внутреннему диаметрам предусмотрены зазоры.
Длина свинчивания зависит от материала корпуса: для стали от 1d до 1,25d ; для чугуна от 1,25d до 1,5d ; для алюминиевых и магниевых сплавов от 1,5d до 2d.
Выбор полей допусков и посадок производят по таблице 6.11 в зависимости от материала корпуса, диаметра и шага резьбы. Допуски среднего диаметра резьб с натягом (сортируемых на группы) не включают диаметральных компенсаций погрешностей шага и угла профиля. Погрешности шага и угла профиля ограничиваются своими допусками (Тр и T α). Допуски среднего диаметра резьбы с переходными посадками являются суммарными, как для резьб с зазором. Значения допусков и основных отклонений определять по стандартам и справочникам. Схемы расположения полей допусков для резьб с натягом даны на рисунке 6.5, а для резьбовых соединений по переходным посадкам – на рисунке 6.6.
Таблица 6.9 – Метрическая резьба. Посадки с натягом и переходные. Диаметры и шаги, мм
|
Номинальный диаметр резьбы, d |
Шаг, Р |
Номинальный диаметр резьбы, d |
Шаг, Р |
||||
|
2 Шаги, отмеченные значком *, только для переходных посадок. |
|||||||
Рисунок 6.5 – Расположение полей допусков метрической резьбы с натягом:
а – для наружной; б – для внутренней

Рисунок 6.6 – Схемы расположения полей допусков метрической резьбы с переходными посадками: а – для наружной; б – для внутренней
Таблица 6.10 – Примеры дополнительных элементов заклинивания в резьбовых соединениях с переходными посадками (по информационному приложению к ГОСТ 24834)
|
Вид заклинивания | ||
|
1 Конический сбег резьбы 1)
|
Наиболее часто используемый вид заклинивания, применяется в сквозных и глухих отверстиях. Не рекомендуется применять при высоких динамических нагрузках. При слишком большом крутящем моменте затяжки может иметь место деформация внутренней резьбы в верхней части резьбового отверстия 2) |
|
|
2 Плоский бурт
|
В основном алюминиевые и магниевые сплавы |
Применяется в сквозных и глухих отверстиях. Прилегающая плоскость бурта должна быть перпендикулярна к оси резьбы. Диаметр бурта должен быть не менее 1,5d . |
|
3 Цилиндрическая цапфа
|
Сталь, чугун, алюминиевые и магниевые сплавы |
Применяется только в глухих отверстиях. Имеет меньшее стопорящее действие, чем у элементов 1 и 2. Диаметр цилиндрической цапфы несколько меньше внутреннего диаметра резьбы. Угол конуса на конце цапфы должен совпадать с углом заточки сверла для обработки отверстия под резьбу |
|
Примечания: 1 Для накатанных резьб конический сбег имеет наилучшее заклинивающее действие тогда, когда сбег резьбы выполнен по всей длине переходного конуса. 2 Во избежание деформации внутренняя резьба выполняется с зенковкой 60°. Толщина стенки резьбового отверстия должна быть не менее 0,5d для надежного распределения радиальных напряжений. |
||



Таблица 6.11 – Поля допусков и посадки с натягом и переходные
|
Материал детали с внутренней резьбой |
Номинальный диаметр d (D ), мм |
Шаг P , мм |
Поля допусков диаметров резьбы |
Примеры обозначения посадки |
|||||||
|
Наружной |
Внутренней |
||||||||||
|
Посадки с натягом по ГОСТ 4608 |
|||||||||||
|
чугун и ал. сплавы чугун, ал. и магниевые сплавы сталь, высокопрочные титановые сплавы |
2H 5D (2) 2H 5D (2) 2H 4d (3) |
||||||||||
|
Переходные посадки по ГОСТ 24834 |
|||||||||||
|
Сталь, чугун, ал. и магниевые сплавы Чугун, ал. и магниевые сплавы |
4jk ;2m 4j ;2m |
3H 6H 5H 6H 4H 6H |
|||||||||
|
Примечания: 1 Поле допуска наружного диаметра резьбы в обозначении не указывается. 2 Допускается применение без сортировки на группы посадок 3H 6H /3p ; 3H 6H /3n . |
|||||||||||
Советуем почитать
 Как правильно уложить пароизоляцию на крышу Как крепить пароизоляцию на крышу
Как правильно уложить пароизоляцию на крышу Как крепить пароизоляцию на крышу Статическая неопределимость Варианты расчетно - проектировочной работы
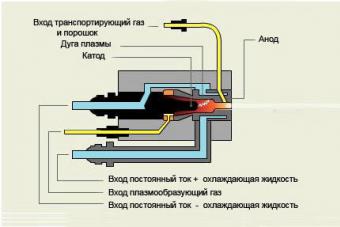
Статическая неопределимость Варианты расчетно - проектировочной работы Мир современных материалов - принципы работы лазера Лазер обязательно состоит из трех основных компонент
Мир современных материалов - принципы работы лазера Лазер обязательно состоит из трех основных компонент Как устроена и насколько безопасно работает микроволновая печь
Как устроена и насколько безопасно работает микроволновая печь